


|
उत्पाद विवरण:
भुगतान & नौवहन नियमों:
|
| इलेक्ट्रोड्स: | कॉपर और स्टेनलेस स्टील | चाप वर्तमान: | 33A |
|---|---|---|---|
| आर्क वोल्टेज: | 220V ~ 240V | इलेक्ट्रोड रनिंग स्पीड: | 254mm / एस ± 25mm / एस |
| आर्क स्ट्राइक फ्रीक्वेंसी: | 40times / मिनट | पावर फैक्टर: | COSφ0.5 |
| हाई लाइट: | लौ परीक्षण कक्ष,ज्वलनशीलता परीक्षण उपकरण |
||
उल 746A उल 498 उच्च वर्तमान आर्क इग्निशन प्रदर्शन ठोस इन्सुलेट सामग्री ज्वलनशीलता परीक्षण उपकरण
अवलोकन:
हॉट वायर इग्निशन टेस्ट उपकरण UL 746A क्लॉज 33, UL746C क्लॉज 49, UL 498 क्लॉज 114, IEC 60950-1, BS EN 60950-1, BS 7002, आदि के अनुरूप है।
यह ज्वलनशीलता परीक्षण कक्ष विद्युत स्रोतों को उत्पन्न करने से प्रज्वलन के प्रतिरोध के संबंध में ठोस इन्सुलेट सामग्री के बीच defferentiating में उपयोगी है। यह बिजली और इलेक्ट्रॉनिक उत्पादों, घरेलू उपकरणों और आदि की सामग्री के प्रतिरोध परीक्षण के लिए उपयुक्त है।
काम करने का सिद्धांत:
कार्य सिद्धांत इंसुलेटर पर इलेक्ट्रिक लीकेज का अनुकरण करना है जो कि विभिन्न भागों के अलग-अलग ध्रुवों के बीच या जीवित भागों और जमीन (पृथ्वी) के धातु भागों के बीच हो सकता है। यह निर्धारित वोल्टेज के तहत इन्सुलेटर के चाप प्रतिरोध प्रदर्शन को मापने और आकलन करने के लिए उपयोग किया जाता है।
उच्च वर्तमान चाप इग्निशन परीक्षक दोहरी इलेक्ट्रोड को गोद लेता है। विशिष्ट वर्तमान (33A) और पावर फैक्टर (COS.50.5) के साथ, एक निश्चित आर्क स्ट्राइक स्पीड (254 मिमी / सेकंड) और पुनरावृत्ति आवृत्ति (40 गुना / मिनट) के अनुसार, नमूना की सतह पर 200 बार बार चाप हड़ताल। उच्च वर्तमान चाप इग्निशन प्रदर्शन (HAI) का आकलन इस हिसाब से किया जा सकता है कि नमूना प्रज्वलित किया जा सकता है या नहीं।
तकनीकी पैमाने:
| इलेक्ट्रोड | Ф3.5 मिमी 30 ° कॉपर (स्टेटिक) इलेक्ट्रोड Electro3.0 मिमी 60 ° स्टेनलेस स्टील (गतिशील) इलेक्ट्रोड |
| चाप हड़ताल चालू | 33A |
| चाप हड़ताल वोल्टेज | 220-240V |
| इलेक्ट्रोड चलने की गति | 254mm / एस ± 25mm / एस |
| चाप हड़ताल आवृत्ति | 40times / मिनट |
| शक्ति तत्व | COSφ0.5 |
| परीक्षण बार | 0-9999 बार |
| शक्ति का स्रोत | 220VAC, 60Hz उच्च क्षमता स्रोत |
परीक्षण प्रक्रिया:
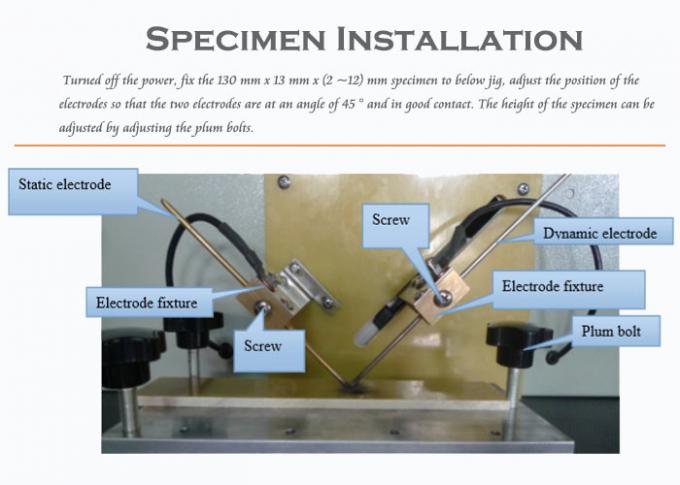
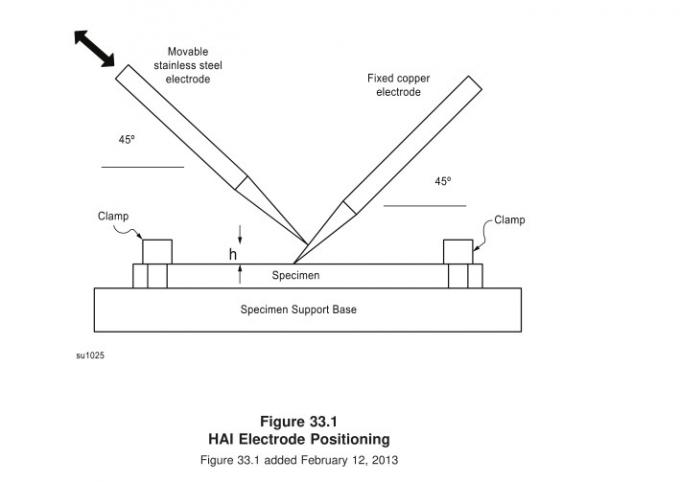
परीक्षण पांच नमूनों पर आयोजित किया जाना है। प्रत्येक नमूने, बदले में, समतल होना है ताकि नमूना का अनुदैर्ध्य अक्ष इलेक्ट्रोड के सामान्य ऊर्ध्वाधर विमान के लिए सामान्य हो। निर्धारित इलेक्ट्रोड को इस तरह से सुरक्षित किया जाना चाहिए कि छेनी धार परीक्षण के दौरान इलेक्ट्रोड स्थिर रहने के लिए पर्याप्त बल के साथ नमूना की शीर्ष सतह के साथ दृढ़ता से संपर्क में है, लेकिन नमूना को महत्वपूर्ण शारीरिक नुकसान नहीं पहुंचाता है। निर्धारित इलेक्ट्रोड के संपर्क का बिंदु नमूने के किसी भी किनारे से 4 मिमी से कम नहीं होना है। जंगम इलेक्ट्रोड को इस तरह समायोजित किया जाना चाहिए कि यह नमूना की सतह से 0.75 से 1.00 मिमी के बीच तय इलेक्ट्रोड से संपर्क करता है। जंगम इलेक्ट्रोड उन्हें स्थिति में स्कैन किया जाना है। इलेक्ट्रोड के सर्किट को तोड़ने से पहले उपकरण को 100 before 20ms के एक समय का समय प्रदान करने के लिए समायोजित किया जाना है और चाप के समय को 40 पूर्ण आर्क्स प्रति मिनट की दर से समायोजित किया जाना है। सर्किट को सक्रिय किया जाना है और चक्रीय arcing शुरू कर दिया है। नमूना के प्रज्वलन होने तक परीक्षण जारी रखा जाना चाहिए, एक छेद नमूना के माध्यम से जलाया जाता है, या जब तक कि कुल 150 चक्र समाप्त नहीं हो जाते।
यदि किसी भी नमूना ccours के माध्यम से इग्निशन या एक छेद, सतह परीक्षण के ऊपर एक वैकल्पिक आयोजित किया जा सकता है। यह वैकल्पिक परीक्षण तीन नमूनों के एक अतिरिक्त सेट पर आयोजित किया जाता है, जो इलेक्ट्रोड से नमूना की सतह से अधिकतम 1.6 मिमी संपर्क बनाता है। इग्निशन या एक छेद 150 चक्रों के भीतर होना चाहिए, तीन नमूनों का एक अतिरिक्त सेट वैकल्पिक रूप से इलेक्ट्रोड के साथ परीक्षण किया जा सकता है जो संपर्क को सतह की सतह से 3.2 मिमी अधिक से अधिक बनाता है। सैंपल पर नियत इलेक्ट्रोड लगाने या आंसू निकालने के कारण होने वाले छेद को परीक्षण के परिणामों से बाहर रखा जाना है। या नमूना के दहन के कारण छेद, arcing के परिणामस्वरूप, रिपोर्ट में दर्ज और झुकाव किया जाना है।
निम्नलिखित को निम्नानुसार दर्ज किया जाना है:
a) इग्निस के कारण आर्क्स की संख्या।
ख) नमूने के माध्यम से छेद का कारण बनने के लिए आर्क्स की संख्या
c) चक्रों की अधिकतम संख्या, 150।
घ) पिघल, चारिंग या पसंद के संबंध में अवलोकन।
व्यक्ति से संपर्क करें: Ms. Zoe Zou
दूरभाष: +86 13527656435
फैक्स: 86-020-39185976
| फैक्टरी पता:कमरा 101, पहली मंजिल, नंबर 6, तीसरी सड़क, पिंगशान औद्योगिक क्षेत्र 511495, शिबी स्ट्रीट, पान्यू जिला, गुआंगज़ौ, चीन | |
| बिक्री कार्यालय:कमरा 101, पहली मंजिल, नंबर 6, तीसरी सड़क, पिंगशान औद्योगिक क्षेत्र 511495, शिबी स्ट्रीट, पान्यू जिला, गुआंगज़ौ, चीन | |
| +86-020-39185976 | |
| sales@sinuotek.com | |






