


|
| एमओक्यू: | 1 |
| कीमत: | Customized |
| स्टैंडर्ड पैकेजिंग: | प्लाईवुड |
| प्रसव अवधि: | दस दिन |
| भुगतान विधि: | टी/टी |
| आपूर्ति क्षमता: | प्रति माह 20 सेट |
आईईसी 60811 परीक्षण उपकरण क्रैकिंग के लिए इन्सुलेशन और म्यान का प्रतिरोध
मानक और खंड:
यह परीक्षण उपकरण आईईसी 60811-509: 2012, आईईसी 60811-508: 2012 के मानकों का अनुपालन करता है, जो समुद्री केबलों सहित विद्युत वितरण केबलों और संचार केबलों के बहुलक इन्सुलेशन और शीथिंग सामग्री के लिए परीक्षण विधियों को निर्दिष्ट करता है।यह उच्च तापमान स्थितियों के तहत विनाइल क्लोराइड तारों और केबलों के खुर और घुमावदार परीक्षण के लिए उपयुक्त है।
आईईसी 60811-508: 2012 इलेक्ट्रिक और ऑप्टिकल फाइबर केबल - गैर-धातु सामग्री के लिए परीक्षण के तरीके - भाग 508: यांत्रिक परीक्षण - इन्सुलेशन और म्यान के लिए उच्च तापमान पर दबाव परीक्षण
आईईसी 60811-509: 2012 इलेक्ट्रिक और ऑप्टिकल फाइबर केबल - गैर-धातु सामग्री के लिए परीक्षण के तरीके - भाग 509: यांत्रिक परीक्षण - क्रैकिंग के लिए इन्सुलेशन और म्यान के प्रतिरोध के लिए परीक्षण (हीट शॉक टेस्ट)
संरचना:
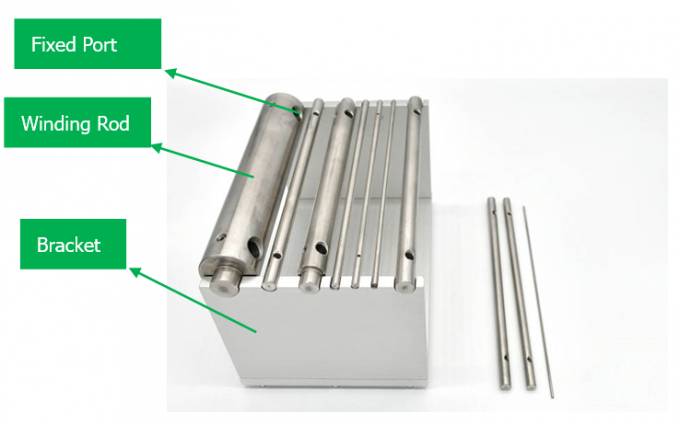
तकनीकी मापदंड:
| अधिकतम घुमावदार व्यास | Φ12.5 मिमी |
| अधिकतम घुमावदार चौड़ाई | 72 मिमी |
| अधिकतम घुमावदार लंबाई | 200 मिमी |
| रोलिंग रॉड का आकार |
कुल दस . में 2, 4, 5, 6, 8, 9, 10, 13, 19, 40 मिमी |
| ऑपरेशन मोड | नियमावली |
विधि का प्रयोग करें:
1. इन्सुलेशन हीट शॉक टेस्ट
(1) नमूनाकरण: प्रत्येक इंसुलेटेड वायर कोर के परीक्षण के लिए उपयुक्त लंबाई के दो नमूने लिए जाएंगे, और नमूने कम से कम 1 मीटर के अंतराल के साथ दो स्थानों से लिए जाएंगे।बाहरी म्यान, यदि मौजूद है, तो इन्सुलेशन से हटा दिया जाएगा।
(2) नमूना तैयार करना: नमूना निम्नलिखित तीन विधियों में से एक द्वारा तैयार किया जाना चाहिए:
ए। अछूता तार कोर के लिए जिसका बाहरी व्यास 12.5 मिमी से अधिक नहीं है, प्रत्येक नमूना अछूता तार कोर का एक खंड है।
बी। बाहरी व्यास के साथ अछूता कोर के लिए 12.5 मिमी से अधिक और इन्सुलेशन मोटाई 5.0 मिमी से अधिक नहीं है और सभी सेक्टर के आकार के इन्सुलेटेड कोर, प्रत्येक नमूने को एक संकीर्ण इन्सुलेशन पट्टी के रूप में लिया जाना चाहिए, जिसकी चौड़ाई इन्सुलेशन मोटाई कम से कम 1.5 गुना है, लेकिन 4 मिमी से कम नहीं।संकीर्ण पट्टी को अछूता कोर की धुरी के साथ काटा जाना चाहिए, और यदि यह एक सेक्टर के आकार का अछूता कोर है, तो इसे अछूता कोर के "पीछे" पर काटा जाना चाहिए।
सी. 12.5 मिमी से अधिक के बाहरी व्यास और 5.0 मिमी से अधिक की इन्सुलेशन मोटाई वाले इन्सुलेटेड तार कोर के लिए, प्रत्येक नमूने को बी में निर्दिष्ट संकीर्ण स्ट्रिप्स में काटा जाना चाहिए, और फिर संकीर्ण स्ट्रिप्स की बाहरी सतह जमीन होनी चाहिए या कट (ओवरहीटिंग से बचने के लिए) 4.0-5.0 मिमी की मोटाई के लिए, मोटाई को पट्टी के मोटे हिस्से पर मापा जाएगा, जिसकी चौड़ाई कम से कम 1.5 गुना मोटाई है।
(3) सैंपल वाइंडिंग: प्रत्येक नमूने को परिवेश के तापमान पर टेस्ट वाइंडिंग रॉड पर एक सर्पिल आकार में कसकर घाव किया जाना चाहिए, और दोनों सिरों को तय किया जाना चाहिए।टेस्ट वाइंडिंग रॉड का व्यास और घुमावदार घुमावों की संख्या निम्नानुसार निर्दिष्ट है:
A. तालिका 1 1.2ए के अनुसार तैयार किए गए नमूनों पर लागू होती है;फ्लैट केबल या डोरियों के लिए, टेस्ट रॉड के व्यास को इसकी छोटी धुरी के आकार के अनुसार चुना जाना चाहिए, और घुमावदार होने पर छोटी धुरी टेस्ट रॉड के लंबवत होनी चाहिए।
तालिका एक
| नमूना बाहरी व्यास: मिमी | टेस्ट वाइंडिंग रॉड: मिमी | घुमावदार मोड़ |
|
डी≤2.5 2.5<डी≤4.5 4.5<डी≤6.5 6.5<डी≤9.5 9.5<डी≤12.5 |
5 9 13 19 40 |
6 6 6 4 2 |
बी तालिका 2 1.2 बी और 1.2 सी के अनुसार तैयार किए गए नमूनों पर लागू होती है, इस मामले में नमूने की आंतरिक सतह टेस्ट रॉड के संपर्क में होगी।
तालिका 2
| नमूना मोटाई δ: मिमी | टेस्ट वाइंडिंग रॉड: मिमी | घुमावदार मोड़ |
|
1 1<δ≤2 2<δ≤3 3<δ≤4 4<δ≤5 |
2 4 6 8 10 |
6 6 6 4 2 |
उपरोक्त तालिका में, नमूना या मोटाई को वर्नियर कैलिपर या अन्य उपयुक्त माप उपकरण से मापा जाएगा।
(4) ताप और निरीक्षण: परीक्षण रॉड के चारों ओर नमूना घाव को संबंधित केबल उत्पाद मानकों द्वारा निर्दिष्ट परीक्षण तापमान से पहले से गरम हवा के ओवन में रखा जाना चाहिए।1 घंटे के लिए निर्दिष्ट तापमान पर रखें।
नमूना लगभग परिवेश के तापमान तक पहुंचने के बाद, परीक्षण रॉड पर अभी भी नमूने की जांच करें।
(5) परीक्षण के परिणामों का मूल्यांकन: बिना आवर्धक कांच के सामान्य दृष्टि या सही दृष्टि से निरीक्षण करते समय, नमूना को क्रैक किया जाना चाहिए।
2. म्यान थर्मल शॉक टेस्ट
(1) नमूनाकरण: प्रत्येक म्यान के परीक्षण के लिए उपयुक्त लंबाई के दो केबल नमूने लिए जाने चाहिए, और नमूने दो स्थानों से कम से कम 1 मीटर के अंतराल के साथ लिए जाने चाहिए।
नोट: सभी बाहरी आवरण हटा दिए जाने चाहिए।
(2) नमूना तैयार करना:
ए। 12.5 मिमी से अधिक नहीं के बाहरी व्यास वाले म्यान के लिए, प्रत्येक नमूना केबल का एक टुकड़ा होना चाहिए, लेकिन पॉलीइथाइलीन इन्सुलेशन और पॉलीइथाइलीन शीथ केबल हटा दिए जाते हैं।
बी. बाहरी व्यास 12.5 मिमी से अधिक और मोटाई 5.0 मिमी से अधिक नहीं है और पॉलीथीन इन्सुलेटेड केबल्स के शीथ के लिए, प्रत्येक नमूना म्यान पर एक संकीर्ण पट्टी से लिया जाएगा, जिसकी चौड़ाई कम से कम 1.5 गुना मोटाई होगी म्यान का समय, लेकिन 4 मिमी से कम नहीं, और संकीर्ण पट्टी को केबल की धुरी के साथ काटा जाना चाहिए।
सी. 12.5 मिमी से अधिक के बाहरी व्यास और 5.0 मिमी से अधिक की मोटाई वाले म्यान के लिए, प्रत्येक नमूना बी में निर्दिष्ट के रूप में एक संकीर्ण पट्टी काटा जाना चाहिए, और फिर संकीर्ण पट्टी की बाहरी सतह पर जमीन या कट होना चाहिए (करने के लिए) ओवरहीटिंग से बचें) से 4.0-5.0 मिमी तक मोटाई, मोटाई को संकीर्ण पट्टी के मोटे हिस्से में मापा जाएगा, संकीर्ण पट्टी की चौड़ाई कम से कम 1.5 गुना मोटाई है।
डी. फ्लैट केबल के लिए, यदि केबल की चौड़ाई 12.5 मिमी से अधिक नहीं है, तो प्रत्येक नमूना एक पूर्ण केबल होना चाहिए।यदि केबल की चौड़ाई 12.5 मिमी से अधिक है, तो प्रत्येक नमूना म्यान से कटी हुई एक संकीर्ण पट्टी होगी जैसा कि बी में निर्दिष्ट है।
(3) सैंपल वाइंडिंग: प्रत्येक नमूने को परिवेश के तापमान पर टेस्ट रॉड पर एक सर्पिल आकार में कसकर घाव किया जाना चाहिए, और दोनों सिरों को तय किया जाना चाहिए।टेस्ट रॉड का व्यास और वाइंडिंग की संख्या इस प्रकार है: 2.2a के अनुसार तैयार किए गए नमूनों के लिए, 1.3a के प्रावधान देखें, और 2.2b और c के अनुसार तैयार किए गए नमूनों के लिए, 1.3b के प्रावधान देखें।नमूने का व्यास या मोटाई वर्नियर कैलीपर या अन्य उपयुक्त माप उपकरण से निर्धारित की जाएगी।
(4) ताप और निरीक्षण: परीक्षण रॉड के चारों ओर नमूना घाव को संबंधित केबल उत्पाद मानकों द्वारा निर्दिष्ट परीक्षण तापमान से पहले से गरम हवा के ओवन में रखा जाना चाहिए।1 घंटे के लिए निर्दिष्ट तापमान पर रखें।
नमूना लगभग परिवेश के तापमान तक पहुंचने के बाद, परीक्षण पट्टी पर अभी भी नमूने की जांच करें।
(5) परीक्षण के परिणामों का मूल्यांकन: बिना आवर्धक कांच के सामान्य दृष्टि या सही दृष्टि से निरीक्षण करते समय, नमूना को क्रैक किया जाना चाहिए।


|
|
| एमओक्यू: | 1 |
| कीमत: | Customized |
| स्टैंडर्ड पैकेजिंग: | प्लाईवुड |
| प्रसव अवधि: | दस दिन |
| भुगतान विधि: | टी/टी |
| आपूर्ति क्षमता: | प्रति माह 20 सेट |
आईईसी 60811 परीक्षण उपकरण क्रैकिंग के लिए इन्सुलेशन और म्यान का प्रतिरोध
मानक और खंड:
यह परीक्षण उपकरण आईईसी 60811-509: 2012, आईईसी 60811-508: 2012 के मानकों का अनुपालन करता है, जो समुद्री केबलों सहित विद्युत वितरण केबलों और संचार केबलों के बहुलक इन्सुलेशन और शीथिंग सामग्री के लिए परीक्षण विधियों को निर्दिष्ट करता है।यह उच्च तापमान स्थितियों के तहत विनाइल क्लोराइड तारों और केबलों के खुर और घुमावदार परीक्षण के लिए उपयुक्त है।
आईईसी 60811-508: 2012 इलेक्ट्रिक और ऑप्टिकल फाइबर केबल - गैर-धातु सामग्री के लिए परीक्षण के तरीके - भाग 508: यांत्रिक परीक्षण - इन्सुलेशन और म्यान के लिए उच्च तापमान पर दबाव परीक्षण
आईईसी 60811-509: 2012 इलेक्ट्रिक और ऑप्टिकल फाइबर केबल - गैर-धातु सामग्री के लिए परीक्षण के तरीके - भाग 509: यांत्रिक परीक्षण - क्रैकिंग के लिए इन्सुलेशन और म्यान के प्रतिरोध के लिए परीक्षण (हीट शॉक टेस्ट)
संरचना:
तकनीकी मापदंड:
| अधिकतम घुमावदार व्यास | Φ12.5 मिमी |
| अधिकतम घुमावदार चौड़ाई | 72 मिमी |
| अधिकतम घुमावदार लंबाई | 200 मिमी |
| रोलिंग रॉड का आकार |
कुल दस . में 2, 4, 5, 6, 8, 9, 10, 13, 19, 40 मिमी |
| ऑपरेशन मोड | नियमावली |
विधि का प्रयोग करें:
1. इन्सुलेशन हीट शॉक टेस्ट
(1) नमूनाकरण: प्रत्येक इंसुलेटेड वायर कोर के परीक्षण के लिए उपयुक्त लंबाई के दो नमूने लिए जाएंगे, और नमूने कम से कम 1 मीटर के अंतराल के साथ दो स्थानों से लिए जाएंगे।बाहरी म्यान, यदि मौजूद है, तो इन्सुलेशन से हटा दिया जाएगा।
(2) नमूना तैयार करना: नमूना निम्नलिखित तीन विधियों में से एक द्वारा तैयार किया जाना चाहिए:
ए। अछूता तार कोर के लिए जिसका बाहरी व्यास 12.5 मिमी से अधिक नहीं है, प्रत्येक नमूना अछूता तार कोर का एक खंड है।
बी। बाहरी व्यास के साथ अछूता कोर के लिए 12.5 मिमी से अधिक और इन्सुलेशन मोटाई 5.0 मिमी से अधिक नहीं है और सभी सेक्टर के आकार के इन्सुलेटेड कोर, प्रत्येक नमूने को एक संकीर्ण इन्सुलेशन पट्टी के रूप में लिया जाना चाहिए, जिसकी चौड़ाई इन्सुलेशन मोटाई कम से कम 1.5 गुना है, लेकिन 4 मिमी से कम नहीं।संकीर्ण पट्टी को अछूता कोर की धुरी के साथ काटा जाना चाहिए, और यदि यह एक सेक्टर के आकार का अछूता कोर है, तो इसे अछूता कोर के "पीछे" पर काटा जाना चाहिए।
सी. 12.5 मिमी से अधिक के बाहरी व्यास और 5.0 मिमी से अधिक की इन्सुलेशन मोटाई वाले इन्सुलेटेड तार कोर के लिए, प्रत्येक नमूने को बी में निर्दिष्ट संकीर्ण स्ट्रिप्स में काटा जाना चाहिए, और फिर संकीर्ण स्ट्रिप्स की बाहरी सतह जमीन होनी चाहिए या कट (ओवरहीटिंग से बचने के लिए) 4.0-5.0 मिमी की मोटाई के लिए, मोटाई को पट्टी के मोटे हिस्से पर मापा जाएगा, जिसकी चौड़ाई कम से कम 1.5 गुना मोटाई है।
(3) सैंपल वाइंडिंग: प्रत्येक नमूने को परिवेश के तापमान पर टेस्ट वाइंडिंग रॉड पर एक सर्पिल आकार में कसकर घाव किया जाना चाहिए, और दोनों सिरों को तय किया जाना चाहिए।टेस्ट वाइंडिंग रॉड का व्यास और घुमावदार घुमावों की संख्या निम्नानुसार निर्दिष्ट है:
A. तालिका 1 1.2ए के अनुसार तैयार किए गए नमूनों पर लागू होती है;फ्लैट केबल या डोरियों के लिए, टेस्ट रॉड के व्यास को इसकी छोटी धुरी के आकार के अनुसार चुना जाना चाहिए, और घुमावदार होने पर छोटी धुरी टेस्ट रॉड के लंबवत होनी चाहिए।
तालिका एक
| नमूना बाहरी व्यास: मिमी | टेस्ट वाइंडिंग रॉड: मिमी | घुमावदार मोड़ |
|
डी≤2.5 2.5<डी≤4.5 4.5<डी≤6.5 6.5<डी≤9.5 9.5<डी≤12.5 |
5 9 13 19 40 |
6 6 6 4 2 |
बी तालिका 2 1.2 बी और 1.2 सी के अनुसार तैयार किए गए नमूनों पर लागू होती है, इस मामले में नमूने की आंतरिक सतह टेस्ट रॉड के संपर्क में होगी।
तालिका 2
| नमूना मोटाई δ: मिमी | टेस्ट वाइंडिंग रॉड: मिमी | घुमावदार मोड़ |
|
1 1<δ≤2 2<δ≤3 3<δ≤4 4<δ≤5 |
2 4 6 8 10 |
6 6 6 4 2 |
उपरोक्त तालिका में, नमूना या मोटाई को वर्नियर कैलिपर या अन्य उपयुक्त माप उपकरण से मापा जाएगा।
(4) ताप और निरीक्षण: परीक्षण रॉड के चारों ओर नमूना घाव को संबंधित केबल उत्पाद मानकों द्वारा निर्दिष्ट परीक्षण तापमान से पहले से गरम हवा के ओवन में रखा जाना चाहिए।1 घंटे के लिए निर्दिष्ट तापमान पर रखें।
नमूना लगभग परिवेश के तापमान तक पहुंचने के बाद, परीक्षण रॉड पर अभी भी नमूने की जांच करें।
(5) परीक्षण के परिणामों का मूल्यांकन: बिना आवर्धक कांच के सामान्य दृष्टि या सही दृष्टि से निरीक्षण करते समय, नमूना को क्रैक किया जाना चाहिए।
2. म्यान थर्मल शॉक टेस्ट
(1) नमूनाकरण: प्रत्येक म्यान के परीक्षण के लिए उपयुक्त लंबाई के दो केबल नमूने लिए जाने चाहिए, और नमूने दो स्थानों से कम से कम 1 मीटर के अंतराल के साथ लिए जाने चाहिए।
नोट: सभी बाहरी आवरण हटा दिए जाने चाहिए।
(2) नमूना तैयार करना:
ए। 12.5 मिमी से अधिक नहीं के बाहरी व्यास वाले म्यान के लिए, प्रत्येक नमूना केबल का एक टुकड़ा होना चाहिए, लेकिन पॉलीइथाइलीन इन्सुलेशन और पॉलीइथाइलीन शीथ केबल हटा दिए जाते हैं।
बी. बाहरी व्यास 12.5 मिमी से अधिक और मोटाई 5.0 मिमी से अधिक नहीं है और पॉलीथीन इन्सुलेटेड केबल्स के शीथ के लिए, प्रत्येक नमूना म्यान पर एक संकीर्ण पट्टी से लिया जाएगा, जिसकी चौड़ाई कम से कम 1.5 गुना मोटाई होगी म्यान का समय, लेकिन 4 मिमी से कम नहीं, और संकीर्ण पट्टी को केबल की धुरी के साथ काटा जाना चाहिए।
सी. 12.5 मिमी से अधिक के बाहरी व्यास और 5.0 मिमी से अधिक की मोटाई वाले म्यान के लिए, प्रत्येक नमूना बी में निर्दिष्ट के रूप में एक संकीर्ण पट्टी काटा जाना चाहिए, और फिर संकीर्ण पट्टी की बाहरी सतह पर जमीन या कट होना चाहिए (करने के लिए) ओवरहीटिंग से बचें) से 4.0-5.0 मिमी तक मोटाई, मोटाई को संकीर्ण पट्टी के मोटे हिस्से में मापा जाएगा, संकीर्ण पट्टी की चौड़ाई कम से कम 1.5 गुना मोटाई है।
डी. फ्लैट केबल के लिए, यदि केबल की चौड़ाई 12.5 मिमी से अधिक नहीं है, तो प्रत्येक नमूना एक पूर्ण केबल होना चाहिए।यदि केबल की चौड़ाई 12.5 मिमी से अधिक है, तो प्रत्येक नमूना म्यान से कटी हुई एक संकीर्ण पट्टी होगी जैसा कि बी में निर्दिष्ट है।
(3) सैंपल वाइंडिंग: प्रत्येक नमूने को परिवेश के तापमान पर टेस्ट रॉड पर एक सर्पिल आकार में कसकर घाव किया जाना चाहिए, और दोनों सिरों को तय किया जाना चाहिए।टेस्ट रॉड का व्यास और वाइंडिंग की संख्या इस प्रकार है: 2.2a के अनुसार तैयार किए गए नमूनों के लिए, 1.3a के प्रावधान देखें, और 2.2b और c के अनुसार तैयार किए गए नमूनों के लिए, 1.3b के प्रावधान देखें।नमूने का व्यास या मोटाई वर्नियर कैलीपर या अन्य उपयुक्त माप उपकरण से निर्धारित की जाएगी।
(4) ताप और निरीक्षण: परीक्षण रॉड के चारों ओर नमूना घाव को संबंधित केबल उत्पाद मानकों द्वारा निर्दिष्ट परीक्षण तापमान से पहले से गरम हवा के ओवन में रखा जाना चाहिए।1 घंटे के लिए निर्दिष्ट तापमान पर रखें।
नमूना लगभग परिवेश के तापमान तक पहुंचने के बाद, परीक्षण पट्टी पर अभी भी नमूने की जांच करें।
(5) परीक्षण के परिणामों का मूल्यांकन: बिना आवर्धक कांच के सामान्य दृष्टि या सही दृष्टि से निरीक्षण करते समय, नमूना को क्रैक किया जाना चाहिए।

